


导热油炉安装流程及注意事项
一、前期准备
1. 现场勘察:确认安装场地符合设备尺寸要求,预留检修通道(≥1.5m),确保基础承重能力≥设备总重量的1.5倍。
2. 技术交底:组织安装团队学习设备图纸、工艺流程图,明确压力管道焊接等级要求(通常需持证焊工操作)。
二、主体安装
1. 基础施工:浇筑C30混凝土基础,预埋地脚螺栓时使用水平仪校正(偏差≤2mm/m),养护期≥7天。
2. 设备就位:采用液压顶升设备平移,吊装时炉体倾斜角度<15°,就位后螺栓紧固需交叉对称进行。
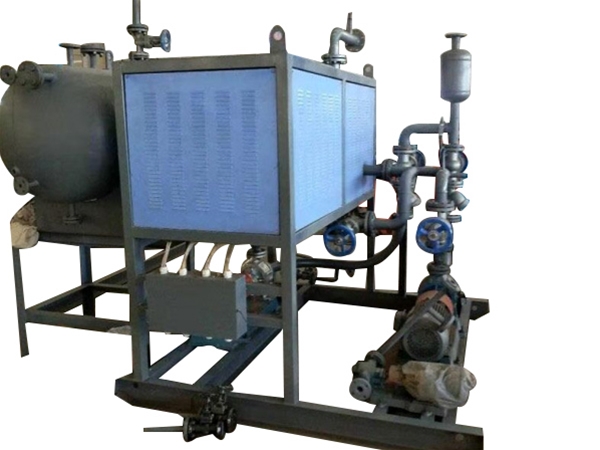
三、管路系统安装
1. 主循环管路采用无缝钢管(GB3087标准),焊接接口做30°坡口处理,弧焊打底+电弧焊填充。
2. 膨胀槽安装位置应高于系统高点1.5m以上,注油管需加装过滤器(目数≥60目)。
3. 油气分离器应靠近热油泵入口,安装角度保持垂直偏差<1°。
四、电气与控制系统
1. 动力电缆选用阻燃型铜芯电缆(载流量≥额定电流1.25倍),控制线采用屏蔽双绞线。
2. 温度传感器安装时需涂抹导热硅脂,插入深度≥管径1/2,压力表前应加装环形弯管。
五、调试检测
1. 压力试验:液压试验压力为工作压力1.5倍,保压30分钟,压降≤0.02MPa。
2. 冷态运行:启动循环泵4-6小时,检查系统泄漏点(重点检测法兰及焊缝部位)。
3. 热态调试:以50℃/h升温至100℃脱除游离水,200℃以上进行热紧处理。
注意事项:
1. 所有阀门安装前需进行1.5倍工作压力密封试验
2. 系统低点应设置排污阀,高点安装自动排气装置
3. 防雷接地电阻≤4Ω,静电跨接电阻≤0.03Ω
4. 燃烧器调试需由人员进行空燃比校准
(注:实际安装应严格遵循TSG G0001-2012锅炉安全技术规范)
